2002年評(píng)為無錫市高新技術(shù)企業(yè)、2007年評(píng)為江蘇省高新技術(shù)企業(yè),并通過ISO9001認(rèn)證,AAA級(jí)資信企業(yè)
定型機(jī)專業(yè)生產(chǎn)廠家無錫前洲興華機(jī)械2019年12月4日訊 定型車間是印染廠主要的一環(huán),他的加工水平好壞直接影響到布面的整潔度,寬幅,門幅的穩(wěn)定性,后整理加工提升面料價(jià)值的主要通道。
,地毯機(jī),地毯背膠機(jī),涂層機(jī),靜電植絨機(jī)")
目的:通過浸軋各種染化料進(jìn)行柔軟、硬挺、防滑、拉幅及樹脂等整理,來改善織物的手感、滑移、顏色、幅寬、強(qiáng)力、外觀等.對(duì)非純棉品種,還可以起到穩(wěn)定尺寸的作用。
原理:布在料槽浸上化工料,被軋輥均勻壓榨后,進(jìn)入烘箱。布經(jīng)過烘箱時(shí)就會(huì)在高溫?zé)犸L(fēng)作用下烘干定型,經(jīng)過定型后的布具有良好的手感及穩(wěn)定的尺寸。
1定型機(jī)的結(jié)構(gòu)特點(diǎn)和各個(gè)單元的作用
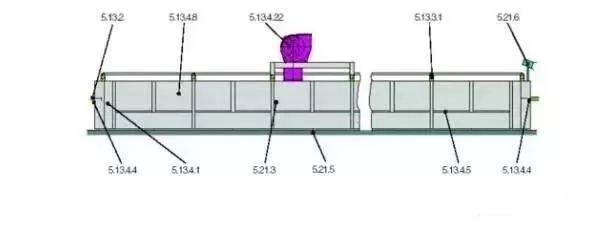
定型機(jī)主要有五部分組成,包括上料部分、整緯器、鏈條、烘箱體及落布卷布裝置。另外有化料系統(tǒng)及油爐加熱系統(tǒng)。
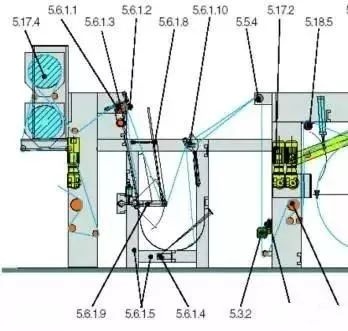
1.上料部分。
結(jié)構(gòu)較為簡(jiǎn)單,由料槽和軋輥組成,布進(jìn)入料槽內(nèi),帶上化工料,然后經(jīng)軋輥將多余的化工料壓榨干凈。因此,布所帶上的化工料非常均勻,這是獲得高質(zhì)量定型布的先決條件。
這里所要注意的是要經(jīng)常留意軋輥?zhàn)笥覂蓚?cè)的壓力是否一致,否則,壓力小的一側(cè)上料較多,而壓力大的一側(cè)上料少,布就會(huì)出現(xiàn)左右不一致等的質(zhì)量問題。
,地毯機(jī),地毯背膠機(jī),涂層機(jī),靜電植絨機(jī)")
,地毯機(jī),地毯背膠機(jī),涂層機(jī),靜電植絨機(jī)")
2.整緯器。
現(xiàn)定型機(jī)上所配置的整緯器為Mahlo RFMC94H型光電整緯器,Mahlo光電整緯器上有四套感應(yīng)器,每套感應(yīng)器包括發(fā)光和感光兩部分,可通過光電效應(yīng)出布的緯斜。而動(dòng)作部分采用液壓系統(tǒng),當(dāng)緯斜大小的信號(hào)傳回控制主板時(shí),控制主板便會(huì)發(fā)出指令,驅(qū)動(dòng)液壓系統(tǒng),使曲輥或直輥?zhàn)飨鄳?yīng)的角度調(diào)整,從而可糾正緯斜。具體是:當(dāng)布中心與兩邊有差異時(shí),曲輥會(huì)動(dòng)作;而左邊與右邊有差異時(shí),直輥會(huì)動(dòng)作。
3. 鏈條部分。
定型機(jī)上布的拉幅由鏈條產(chǎn)生。定型機(jī)的鏈條由靠近落布處的大功率電機(jī)傳動(dòng),鏈條上裝有針板,布進(jìn)入鏈條時(shí),由壓布輪上的毛刷輪將布?jí)涸卺槹迳系男♂樕希技纯稍趦闪墟湕l的傳動(dòng)下進(jìn)入烘箱內(nèi)。這種定型機(jī)的鏈條同別的定型機(jī)有所不同,它可以分別控制每段針鋏的拉伸,從而做出好的效果,而有些定型機(jī),不能調(diào)節(jié)每段針鋏,只能調(diào)成長(zhǎng)方形或梯形。
,地毯機(jī),地毯背膠機(jī),涂層機(jī),靜電植絨機(jī)")
,地毯機(jī),地毯背膠機(jī),涂層機(jī),靜電植絨機(jī)")
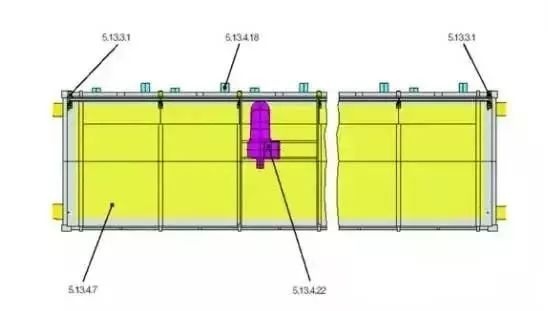
4. 烘箱體。
定型機(jī)有八組烘箱,空氣在循環(huán)風(fēng)扇(2)的鼓吹作用下,不斷由星形的噴氣架上的細(xì)孔噴在布面上。熱風(fēng)接觸濕布后,溫度下降而濕度升高,并從星形噴氣架上的大孔排走,經(jīng)過過濾網(wǎng)(6),再由熱交換器升溫后不斷循環(huán)使用。熱交換器(8)位于過濾網(wǎng)(6)的下方,采用的熱煤體是熱油,熱交換器上具有許多很薄的散熱片可產(chǎn)生高效的熱交換。
5. 落布及卷布裝置。
定型機(jī)可根據(jù)生產(chǎn)需要采用擺布式或卷布式兩種出布方式。兩種方式都是通過電機(jī)帶動(dòng)鏈傳動(dòng)。當(dāng)采用卷布方式出布時(shí),對(duì)布的張力穩(wěn)定性要求較高,布需穿過一條由氣唧控制的張力調(diào)節(jié)導(dǎo)輥。而采用擺布式落布的,布無須經(jīng)過張力調(diào)節(jié)輥而改穿一條固定的導(dǎo)輥。
,地毯機(jī),地毯背膠機(jī),涂層機(jī),靜電植絨機(jī)")
1.作業(yè)前準(zhǔn)備工作
1.1 按規(guī)定路線穿好導(dǎo)布(或檢查已穿好的導(dǎo)布)。
1.2 清潔機(jī)器(進(jìn)布架及機(jī)器前部),檢查針夾上是否有雜物,整理周圍環(huán)境,如地面清潔、布車清整、蓋布規(guī)范、膠箱蓋布、導(dǎo)布車蓋布等。
1.3 根據(jù)工藝條件,將待生產(chǎn)的布分類,相同工藝(配方)的布集中加工。
1.4 查對(duì)流程卡和分箱卡上相關(guān)信息,并根據(jù)不同品種要求,調(diào)節(jié)進(jìn)布張力,整緯檢測(cè)寬度,拉幅寬度和吸邊寬度,同時(shí)打上吸邊器氣壓。同時(shí)通知化料人員化料
1.5 根據(jù)計(jì)劃掌握生產(chǎn)進(jìn)度,趕貨品種優(yōu)先生產(chǎn)。
1.6 檢查導(dǎo)布
1.6.1 嚴(yán)格區(qū)分熒光和非熒光導(dǎo)布。
1.6.2 各工序均應(yīng)保證導(dǎo)布完整、整齊、牢固、干凈、夠幅以免加工過程中斷布、撕布或脫針或?qū)е录庸げ嘉蹪n等,對(duì)于臟、破導(dǎo)布應(yīng)撕出并重新縫好頭,如要更換應(yīng)及時(shí)聯(lián)系班長(zhǎng)更換,并作好相關(guān)登記。
1.6.3 檢查縫頭機(jī)電源線、插座,如有損壞及時(shí)通知班長(zhǎng)更換。
,地毯機(jī),地毯背膠機(jī),涂層機(jī),靜電植絨機(jī)")
2.作業(yè)流程
2.1 找布:根據(jù)生產(chǎn)計(jì)劃從主控臺(tái)取《后整理流程卡》,據(jù)車牌號(hào)等信息在待加工放置區(qū)域內(nèi)找到需要加工布, 一次準(zhǔn)備二至三車;無計(jì)劃時(shí)實(shí)行先進(jìn)先出原則并兼顧顏色及熒光遞變?cè)瓌t加工。
2.2 備料:找到布后即通知化料工化好規(guī)定的用料。
2.3 查布頭。
2.3.1 檢查上工序是否按要求拉出縫頭,并仔細(xì)核對(duì)相應(yīng)的《后整理加工分箱卡》與每段布頭的熱熔標(biāo)簽是否相符;如相符,則推至機(jī)頭;對(duì)于縫頭質(zhì)量不合要求(平、直、齊、牢)時(shí),要撕去重縫,并登記交班長(zhǎng)確認(rèn)。
2.3.2 工序無按要求拉出布頭,則在錯(cuò)項(xiàng)記錄本上作好記錄,同時(shí)對(duì)卡上數(shù)量與實(shí)際布量作出估計(jì),避免漏加工;
2.3.3 查來布是否有被取樣未縫頭或有剪口,防止出現(xiàn)放飛機(jī)或撕斷布等問題;
2.3.4 查正反面是正確并保證本機(jī)臺(tái)按正確方向加工。
2.4 查布面質(zhì)量。
2.4.1 查前工序相關(guān)記錄,如是否已加工或加工后提示后面注意事項(xiàng)。
2.4.2 量幅寬,測(cè)量待加工布來布幅寬,記錄于《后整理加工分箱卡》上。
2.4.3 查熒光,打開熒光燈并關(guān)上其它照明燈檢查熒光,如果環(huán)境燈光過強(qiáng)時(shí)則對(duì)布車的頭尾各取10CM左右靠近熒光燈對(duì)對(duì)比照熒光,出現(xiàn)不一時(shí)表明來布有問題。
2.4.4 查其它布面質(zhì)量,加工前對(duì)來布上層的幾碼布仔細(xì)檢查,加工中經(jīng)常檢查布面其它質(zhì)量。
2.4.5 對(duì)上述檢查發(fā)現(xiàn)的問題,如幅寬或其它方面不符合工藝要求或前工序記錄, 其它質(zhì)量問題等,即通知班長(zhǎng)或上級(jí),不能在本工序解決的問題暫停加工。
2.4.6 要檢查來布緯斜狀態(tài),必要時(shí)要翻布來調(diào)事先調(diào)節(jié)方向,以利本機(jī)加工。
2.5 查工藝要求:在“后整理流程卡”本工序欄或備注欄等處查漬工藝要求,對(duì)于要求卷裝的要即通知落布工作好卷裝準(zhǔn)備。
2.6 準(zhǔn)備開機(jī)。
2.6.1 撕去(不能正常撕時(shí)上報(bào)處理)不整齊的布頭,用縫頭機(jī)將加工布上面布頭與導(dǎo)布連接好。準(zhǔn)備就緒后,打鈴并口頭通知主檔機(jī)開機(jī),并將流程卡交給主擋機(jī)。
2.6.2 對(duì)于卷裝進(jìn)布,先手工轉(zhuǎn)動(dòng)一下卷裝的布,以適應(yīng)起始加工的加速運(yùn)動(dòng),防止短時(shí)張力過大。
2.7 過程檢查及事項(xiàng)。
2.7.1 加工過程中注意觀察布面情況,嚴(yán)格保證布面不要偏離進(jìn)布輥中心,并將織物段與段之間首尾用縫頭機(jī)縫頭,縫頭要求平直、牢固,正反面不要搞錯(cuò)(有黃油筆字跡為正面或有熱熔標(biāo)簽為正面),兩邊對(duì)齊無脫縫等現(xiàn)象,尤其不能左右縫反。使織物能連續(xù)加工(所用縫頭線同前述)。發(fā)現(xiàn)問題及時(shí)上報(bào)并作好記錄,此外還要注意檢查接頭處必須有黃油筆記號(hào)或熱熔標(biāo)簽,如沒有應(yīng)通知班長(zhǎng)補(bǔ)寫并登記。
2.7.2 檢查取樣接口處及分箱卡上是否有取樣人員按規(guī)定標(biāo)示,如果沒有須報(bào)告班長(zhǎng)或現(xiàn)場(chǎng)管理人員并登記。
2.7.3 檢查取樣接口處及分箱卡上是否有取樣人員按規(guī)定標(biāo)示,如果沒有須報(bào)告班長(zhǎng)或現(xiàn)場(chǎng)管理人員并登記。
2.8 后續(xù)工作。
2.8.1 每車加工時(shí)至少備好下一車要加工的布并平行放到正加工的布車之前, 加工至少余500Y左右時(shí)作好后續(xù)工作準(zhǔn)備,如有布繼續(xù)加工時(shí)需作好備布、檢查、縫頭等,如果暫時(shí)沒有可加工的布,應(yīng)接好經(jīng)過確認(rèn)的導(dǎo)布。
2.9 結(jié)束工作。
2.9.1 每車布加工完畢后立即將空布車(壞布車送指定地點(diǎn)維修,舊車間送至機(jī)修門口,新車間送至料房外面)、蓋布送到落布工處。全部工作結(jié)束后做好清潔整理及關(guān)水、關(guān)燈、關(guān)電、關(guān)汽、關(guān)氣、釋壓等工作。
3.注意事項(xiàng)
3.1 有些特殊品種對(duì)機(jī)臺(tái)有選擇性必須根據(jù)工藝要求或通知進(jìn)行工。
3.2 換料、換品種必須接導(dǎo)布停機(jī),不能把正常布停在機(jī)內(nèi)。
3.3 不同品種連接加工,布幅相差5CM,要接寬幅過渡導(dǎo)布加工。
3.4 進(jìn)布應(yīng)先淺色后深色;先漂白后特白,不宜混在一起加工。
3.5 生產(chǎn)加白后應(yīng)生產(chǎn)特白布,不能直接做漂白布。
3.6 進(jìn)布縫頭,確保縫頭余線不超過2CM,并及時(shí)清理地面布碎及頭。
3.7 加工卷裝布或需拆卷取樣時(shí),要墊好竹席并使用好鏍桿護(hù)罩,防止污漬。
3.8 破、臟竹席須及時(shí)更換并作好記錄。
3.9 縫頭機(jī)不用時(shí)關(guān)掉電源開關(guān)(OFF)。縫頭機(jī)臺(tái)面不要放布袋、碎布頭等雜物。
3.10 生產(chǎn)或運(yùn)送織物過程中切勿使身體任何部位接近機(jī)器或其它壓點(diǎn),以確保安全;穿布或做清潔工作時(shí),必須停機(jī)后進(jìn)行。
3.11 對(duì)于卷裝布只有工藝相同才能卷成同一卷。其“相同工藝”是指品名只有流水號(hào)不同,整理加工工序一樣,配方一樣,布夾寬度相近(相差不超過期3cm)。對(duì)于不同工藝最多允許兩個(gè)卷在一卷,并中間用50Y以上導(dǎo)布相連接。
3.12 加工中注意周圍環(huán)境整潔和保持(負(fù)責(zé)機(jī)臺(tái)前半部分及其周
圍環(huán)境)。
1.開機(jī)
1.1 點(diǎn)擊進(jìn)布機(jī)構(gòu)按鈕進(jìn)入進(jìn)布機(jī)構(gòu)操作界面,點(diǎn)擊左上角進(jìn)布總控制開關(guān)至紅色。
,地毯機(jī),地毯背膠機(jī),涂層機(jī),靜電植絨機(jī)")
1.2 點(diǎn)擊出布機(jī)構(gòu)按鈕進(jìn)入出布機(jī)構(gòu)操作界面,點(diǎn)擊左上角出布總控制開關(guān)至紅色。
1.3 按下操作面板上復(fù)位鍵“RESET”,指示燈滅,開機(jī)指示燈閃爍,壓下開機(jī)指示燈鏈條轉(zhuǎn)動(dòng),加速指示燈閃爍。
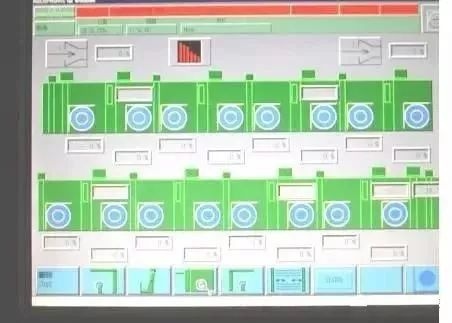
1 . 4 點(diǎn)擊烘箱按鈕進(jìn)入加熱系統(tǒng):
a. 點(diǎn)擊循環(huán)風(fēng)機(jī)示意圖標(biāo)進(jìn)入循環(huán)風(fēng)機(jī)功率設(shè)定窗口,點(diǎn)擊循環(huán)風(fēng)機(jī)總計(jì)按鈕彈出循環(huán)風(fēng)機(jī)功率設(shè)定小窗口,點(diǎn)擊白色底面數(shù)字框彈出數(shù)字小鍵盤,錄入所需要的輸出功率值,按確認(rèn)。
b. 點(diǎn)擊左上角或者右上角抽風(fēng)機(jī)示意圖標(biāo)進(jìn)入抽風(fēng)機(jī)功率設(shè)定窗口,點(diǎn)擊手動(dòng)控制按鈕并確認(rèn),點(diǎn)擊白底數(shù)字框彈出小數(shù)字鍵盤錄入所需要的數(shù)值并確認(rèn)。若點(diǎn)擊自動(dòng)控制按鈕并確認(rèn)則抽風(fēng)機(jī)會(huì)自動(dòng)調(diào)整抽風(fēng)機(jī)功率大小。
c. 點(diǎn)擊烘箱模擬圖標(biāo)中顯示溫度的數(shù)字框進(jìn)入加熱窗口,點(diǎn)擊加熱總計(jì)對(duì)加熱溫度進(jìn)行設(shè)定,也可以分別設(shè)定每節(jié)烘箱的加熱溫度。加熱溫度在90度以下點(diǎn)擊小火示意圖標(biāo)進(jìn)行加熱,加熱溫度在90度以上時(shí)則點(diǎn)擊大火示意圖標(biāo)進(jìn)行加熱并確認(rèn)
1. 5 正確的穿布路線穿好進(jìn)布部分導(dǎo)布9從進(jìn)布架到操作臺(tái)),沿正確的穿布路線穿好 出布部分的導(dǎo)帶(從出布超喂輥到出布架)。
1. 6 下操作面板上的紅色停機(jī)按鈕,鏈條運(yùn)轉(zhuǎn)停止,開機(jī)指示燈閃爍。將導(dǎo)布引上拉幅鏈條并壓下超喂輪下壓按鈕持續(xù)10秒鐘左右,待下壓按鈕指示燈亮。打開進(jìn)布機(jī)構(gòu)各部位馬達(dá)至“1”。升起倒?jié){槽,打上軋車壓力,打開操作臺(tái)各部位馬達(dá)(除上針保護(hù)入口按鈕以外),點(diǎn)擊進(jìn)布機(jī)構(gòu)左上角進(jìn)布總控制按鈕至綠色。
1.7 開動(dòng)機(jī)器前半部分,待導(dǎo)布過了上針保護(hù)入口后打開上針保護(hù)入口按鈕至“1”,待導(dǎo)布出烘箱到達(dá)出布超喂輥時(shí)停機(jī),把導(dǎo)布與出布部分的導(dǎo)帶連接好。點(diǎn)擊出布機(jī)構(gòu)總控制按鈕至綠色,打開出布部分各馬達(dá)至“1”(除冷卻筒張力馬達(dá)開關(guān)以外)重新啟動(dòng)機(jī)器把導(dǎo)布引入到出布架后停機(jī)。打開冷卻筒張力馬達(dá)開關(guān)至“1”。
1.8 點(diǎn)擊拉幅鏈條控制按鈕進(jìn)入鏈條控制界面,根據(jù)流程卡上的工藝要求輸入幅寬并確。
,地毯機(jī),地毯背膠機(jī),涂層機(jī),靜電植絨機(jī)")
1.9 根據(jù)流程卡找到要加工的布推至進(jìn)布處接上導(dǎo)布,化好華工料并放入倒?jié){槽(排掉前20L)。根據(jù)要加工的布的組織狀況及工藝要求落布卷裝或者車裝。設(shè)定各部分的參數(shù),根據(jù)要加工的布的緯斜情況預(yù)設(shè)整緯器中快/中慢,左快/右快。打鈴?fù)ㄖM(jìn)落布準(zhǔn)備開機(jī),待回鈴后按下開機(jī)按鈕,加速指示燈閃爍,設(shè)定工藝要求的車速并確認(rèn),點(diǎn)擊加速按鈕車速自動(dòng)增至工藝要求車速。
2.停機(jī)
2.1 加工完布后把導(dǎo)布引入到操作臺(tái)處,撕開導(dǎo)布,點(diǎn)擊進(jìn)布總控制按鈕至紅色,關(guān)閉上針保護(hù)入口按鈕至“0”。開動(dòng)機(jī)器后半部分,待導(dǎo)布頭到達(dá)出布 超喂輥時(shí)停機(jī),把導(dǎo)布與導(dǎo)帶連接,關(guān)閉冷卻筒張力馬達(dá)至“0”開動(dòng)機(jī)器后半部分至導(dǎo)布完全出出布架停機(jī)。關(guān)閉出布總控制按鈕至紅色,開動(dòng)機(jī)器讓鏈條空轉(zhuǎn)。
2. 2 擊烘箱按鈕進(jìn)入加熱系統(tǒng)界面,設(shè)定加熱溫度150度,循環(huán)風(fēng)機(jī)功率50%,抽風(fēng)機(jī) 手動(dòng)控制并以100%功率抽風(fēng),這樣可以有效的清除烘箱內(nèi)殘存的濕氣,從而起到保養(yǎng)烘箱的作用。運(yùn)行約30分鐘后關(guān)閉加熱系統(tǒng),讓循環(huán)風(fēng)機(jī)和抽風(fēng)機(jī)繼續(xù)運(yùn)行至烘箱內(nèi)溫度降到100度以下以后再關(guān)閉。
2.3 閉電柜電源總控制開關(guān)至“OFF”,電腦自動(dòng)存儲(chǔ)加工數(shù)據(jù)后關(guān)閉,對(duì)整機(jī)進(jìn)行清潔工作。
1.作業(yè)前準(zhǔn)備工作
1.1 清潔機(jī)器(落布架及機(jī)器后半部),整理周圍環(huán)境,如地面,后部布車等。
1.2 檢查設(shè)備后部分,堆布車等是否有不正常,導(dǎo)布穿布路線是否正確。
1.3從主擋機(jī)處取來<<后整理流程卡>>和<<后整理分箱卡>>,了解待加工布的工藝和質(zhì)量要求。
1.4 將導(dǎo)布車放于落布架下方,并準(zhǔn)備好空車準(zhǔn)備接放生產(chǎn)出來的加工布
1.5 對(duì)于需卷裝的布,如絲光及其后各工序的防風(fēng)印品種、涂層整理品種、VP整理品種、樹脂布等,要找好適當(dāng)?shù)目站砑埽ㄍ馑筒家?1~50號(hào)的小卷架),并調(diào)整位置以確保卷裝輥和卷布輥平行。
1.6 打鈴?fù)ㄖ鲹鯔C(jī)開機(jī)。
,地毯機(jī),地毯背膠機(jī),涂層機(jī),靜電植絨機(jī)")
2.作業(yè)流程
2.1 開機(jī)后將導(dǎo)布平整引入各機(jī)臺(tái)專用導(dǎo)布車內(nèi),待導(dǎo)布出完后,將空車推至落布架下方,接入正常布,并將布頭拉出150CM左右,折回放于布車車框上,方便下一工序生產(chǎn)時(shí)縫頭及查對(duì)信息。
2.2 檢查布頭信息,并與卡上信息對(duì)比,注意正反面的正確性。
2.3 觀察落布布面情況,尤其是每車布前段100~300 碼要仔細(xì)檢查,看是否有疵點(diǎn)。疵點(diǎn)連續(xù)出現(xiàn)十碼以上應(yīng)立即通知主擋機(jī),不能立即消除時(shí)應(yīng)通知進(jìn)布工換導(dǎo)布后停機(jī)檢查,故障排除后才能繼續(xù)生產(chǎn)。
2.4 加工中每三百碼左右拉出150CM左右仔細(xì)檢查布面,并量一次幅寬,將幅寬變化范圍記錄在<<后整理加工分箱卡>>和《后整理加工流程卡》上,如達(dá)不到要求及時(shí)報(bào)告主擋機(jī)或班長(zhǎng)采取措施(布幅允許差異0.5CM),每車布至少拉出1.5Y供下工序復(fù)核。
2.5 生產(chǎn)過程中必須連續(xù)觀察布面情況,每間隔500碼左右需透光檢查一次布面,以及時(shí)發(fā)現(xiàn)緯移、破洞等疵點(diǎn)。
2.6 按要求取樣。
2.6.1 在<<后整理加工流程卡>>上注有“取樣”字樣的布段上,一般在過布頭80碼以上處取樣(80碼以內(nèi)布在布頭取樣,如果要求高需撕去布頭0.5碼后再取樣),取樣注意不得因此造成30碼以下短碼布或10碼以下零布。
2.6.2 測(cè)手感、顏色、毛量、毛羽,有效長(zhǎng)20CM;疵布留樣,一般取疵點(diǎn)的一個(gè)循環(huán)。
2.7 每次機(jī)器轉(zhuǎn)換工藝(如換料、換水、變化溫度、換品種、排除故障)重新開啟后,需對(duì)布面連續(xù)仔細(xì)觀察300碼以上,發(fā)現(xiàn)問題及時(shí)上報(bào)。
2.8 生產(chǎn)過程中需要將所生產(chǎn)的布的布頭一半以上量拉出(卷裝除外),并核對(duì)品名、碼長(zhǎng)等如發(fā)現(xiàn)布不符,通知班長(zhǎng)并記錄。
2.9 每一車布快要加工完畢(尚余50至100Y)時(shí),將本車前面所拉出的所有布頭放入車內(nèi)。
2.10 每一車布生產(chǎn)完畢后,在<<后整理加工分箱卡>>、<<后整理加工流程卡>>上本機(jī)臺(tái)工序處簽上當(dāng)班主擋機(jī)/本落布人員名字及生產(chǎn)日期,將<<后整理加工分箱卡>> 放于布車箱袋中,在電腦中作好登記。換上下一車布。
2.11 將所加工后的布正確蓋上蓋布,送到下一工序待加工區(qū)域某一牌號(hào),并將其牌號(hào)寫在<<后整理加工流程卡>>和<<后整理加工分箱卡>>上,然后把<<后整理流程卡>> 送回主控臺(tái)。
2.12 卷裝落布時(shí)注意卷裝完畢須將卷裝機(jī)掛上保護(hù)掛勾,以防停壓縮空氣時(shí)卷裝機(jī)掉下;
2.13 全部生產(chǎn)任務(wù)完成后做好清潔機(jī)臺(tái)及周圍環(huán)境及關(guān)水、釋壓、關(guān)燈、關(guān)電、關(guān)汽、關(guān)氣等工作。
3.注意事項(xiàng)
3.1 生產(chǎn)或運(yùn)送織物過程中切勿使身體任何部位接近機(jī)器或其它壓點(diǎn),以確保安全;穿布或做清潔工作時(shí),必須停機(jī)后進(jìn)行。
3.2 加工中注意周圍環(huán)境整潔和保持(負(fù)責(zé)機(jī)臺(tái)后半半部分及其周圍環(huán)境)。
3.3作磨前卷時(shí),如發(fā)現(xiàn)邊厚于布身時(shí)需將定型機(jī)針夾打大或打小1CM一次左右(在要求值上下)。
3.4 出現(xiàn)可修復(fù)的疵布(如布幅不對(duì))達(dá)到100Y以上時(shí),需填寫不合格品處理單,并拉出有代表性的樣布;對(duì)于不可修復(fù)的疵布(如破損)5Y以上時(shí)需填寫報(bào)廢單,并將其布撒下送交主控臺(tái)或班長(zhǎng)。
3.5 落布緯斜/弓緯要求:
3.5.1 平紋布、人字形斜紋布和結(jié)構(gòu)對(duì)稱的提花布:定型3%。
3.5.2 單向斜紋布和主要結(jié)構(gòu)是單向斜紋的提花布:定型前各工序按自然斜度,不做控制要求;定型(后不再有定型)/最后工序:達(dá)到目標(biāo)值以內(nèi);
3.5.3 單向斜紋凈色/條子布和主要結(jié)構(gòu)是單向斜紋提花凈色/條子布,且緯向不含暗紋效果,按工藝注明的百分比做預(yù)拉斜。
3.5.4 單向斜紋格子布和主要結(jié)構(gòu)是單向斜紋提花格子布,按1~3%做預(yù)拉斜。
3.5.5 平紋布、人字形斜紋布和結(jié)構(gòu)對(duì)稱的提花凈色/條子布,落布緯斜弓緯控制標(biāo)準(zhǔn)為3.5%;平紋布、人字形斜紋布和結(jié)構(gòu)對(duì)稱的提花格子布,落布緯斜弓緯控制標(biāo)準(zhǔn)為1.5%;平紋布、人字形斜紋布和結(jié)構(gòu)對(duì)稱的提花格子布,落布邊斜控制標(biāo)準(zhǔn)為0.8cm/20cm; HUGOBOSS / TEXWOOD緯斜2%,弓緯1%。
3.6 車裝時(shí)每車裝布高度不能高于布車50CM,不能寬于布車10CM;需裝車外運(yùn)的布不能高出車20CM寬出車0 CM;卷裝時(shí)每卷直徑不得超過130CM。
感谢您访问我们的网站,您可能还对以下资源感兴趣:
免费看男男GAY啪啪网站